

Hawk Pumps, a South African company that services the agricultural and other sectors, specialises in high-pressure pumping equipment and accessories tailored to the distinctive needs of farmers and small holdings in the SADC region. The company’s bespoke Fire Fighting Units have been designed specifically to combat veld, grass, and bushfires that pose a significant threat to agricultural operations in the region.
Last year, between August and October, 300 000 hectares were devastated by fires in South Arica’s Northern Cape region alone.
Understanding the specific fire types encountered in farming is crucial to appreciating the effectiveness of Hawk Pump’s solution. These fire types include fuel storage fires, building fires, forest fires, and grass fires. While Hawk Pumps offers a pump option that can be fitted to a standard Fire Engine, their most popular Fire Units have proven highly effective in combatting veld, grass, and bushfires that can ravage farmlands.
Fuel, heat, and oxygen are Three Essential Elements for a fire to survive. Hawk Pumps understands that when it comes to veld fires, the fuel is primarily the grass itself. As a result, their solution aims to remove either the heat or the oxygen to combat such fires that threaten crops and livelihoods.
Farmers face the daunting task of dealing with smaller yet devastating fires. Hawk Pumps provides an affordable and efficient solution with its Fire Units, which can easily be installed on a bakkie (truck) or a two-wheel trailer, enabling farmers to swiftly respond to fires across their agricultural properties. For optimal effectiveness, it is recommended to have two trailers, ensuring uninterrupted firefighting capacity as one trailer sprays while the other is being refilled.
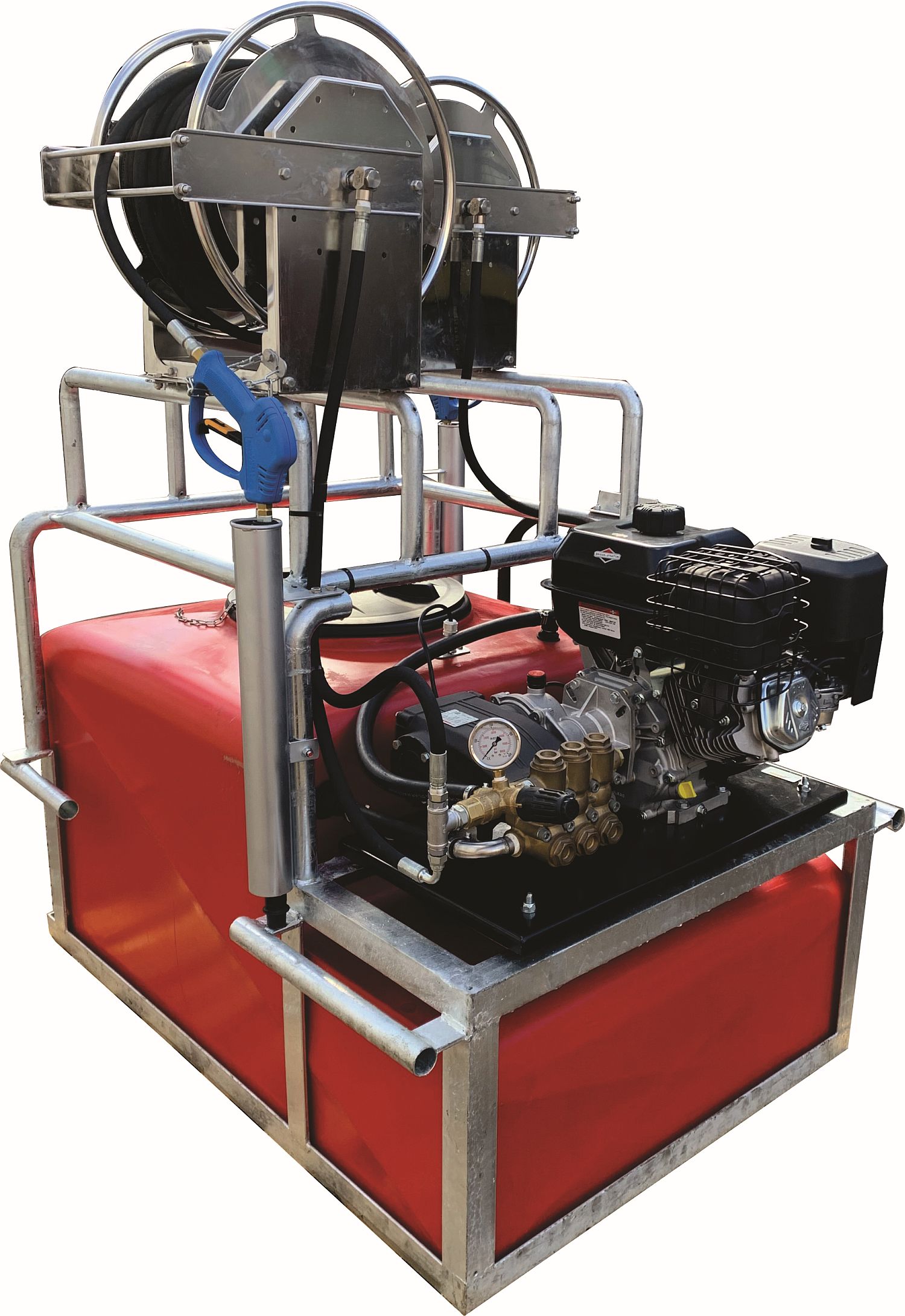
A typical fire unit has a high-pressure pump, a 30-meter hose reel, and a gun. Powered by a diesel or petrol engine, the pump generates a high-pressure water flow to combat fires. The hose reel facilitates easy storage and deployment of the hose, while the adjustable gun directs the water flow precisely to extinguish the flames. The gun’s spray pattern can be modified from a solid stream to a hollow-cone atomized jet, significantly enhancing the fire-cooling capability. The pressurized nozzle forcefully creates a mist, rapidly depleting oxygen and reducing the fire’s heat.
Hawk Pumps offers versatile, custom-made designs in various sizes and models, with varying flow rates and pressure levels to meet the specific firefighting needs of farmers. Larger units have a capacity of up to 220 litres per minute and a pressure of up to 40 bar, making them suitable for tackling fires on a larger scale. Smaller units, with tank capacities of up to 500 litres per minute and a pressure of up to 40 bar, are ideal for addressing smaller fires that can quickly spread and cause significant damage to crops and property. Each hose can deliver 15 litres per minute, but an increased flow rate of 20 to 30 litres per minute is recommended for more effective fire suppression.
Portability is a crucial advantage of Hawk Fire Units, ensuring farmers can swiftly respond to fires across their agricultural lands. These units are designed for easy transportation to the fire site, enabling quick and efficient firefighting response. The trailer version can be fitted with brakes and a tow hitch compatible with a bakkie towbar or tractor ring hitch, allowing farmers to navigate rugged terrain with ease.
Source: Hawk







